Sterowanie ruchem liniowym - 2014-11-27
Powder presses: clear advantages thanks to new drive concept
Osterwalder AG is replacing the formerly used hydraulic drives by servo-electric drives in its new powder presses. The power is transmitted onto the pressing tool by NSK ball screws from the HTF series. The result: the systems require around 80% less energy and produce pressed parts with a much higher dimensional accuracy. This reduces the amount of finishing work, such as grinding with diamond wheels, and cuts process and material costs.
Tools for metal working such as drill bits and carbide indexable inserts are largely manufactured by means of the powder pressing technology: a fine metal powder alloy (moulding compound) is filled into the tool (die), brought into the desired shape under pressure and then sintered.
Users of such powder presses want components that are as close as possible to the final contour, because precise pressing saves finishing work, which is a very complicated procedure for these extremely hard components – which have to be so hard because they are used to process metal parts.
New drive technology for powder presses
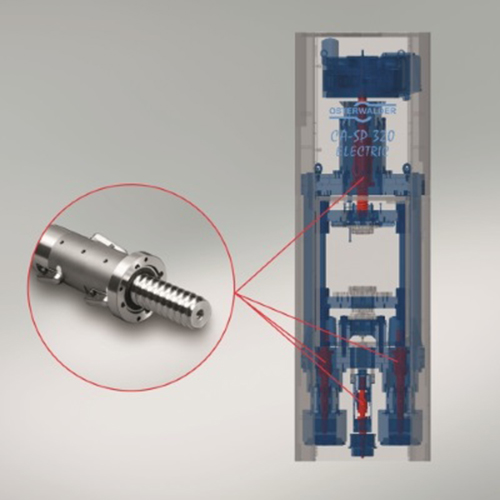
In this specialised field of mechanical engineering, Osterwalder AG from Lyss, Switzerland, has gained an excellent reputation. The company is over 130 years old and offers a wide range of powder presses. It has introduced a whole new drive technology in this field of application with the CA SP Electric and CA HM Electric series (figure 1): the ‘Direct Drive Technology’ (DDT) with servo-electric motors and ball screws. These replace the formerly dominant hydraulic drives, which remain necessary in series with higher pressing forces.
Greatly improved precision
The operating sequence of a press, which typically takes place with cycle times of approximately 3 seconds, is quite simple: the die is filled with a moulding compound of metal carbide powder – usually a mixture of tungsten and cobalt. The two parts of the die (lower and upper die) then move towards one another and press the powder together. The pressed part is then shaped, placed on a sintering plate and finally transported to the sintering furnace.
The pressing process is now performed with great accuracy. Michael Sollberger, development engineer at Osterwalder AG, says: ‘We can position our system to 1 µm, i.e. 1/1000 mm, and achieve a very high repeating accuracy of the axes.’ The entire pressing process is completely controlled to improve the homogeneity of the pressed material, amongst other things. A precise synchronisation of the movements is very important here. Interruptions or irregularities in the procedure have to be avoided since there is otherwise a risk that the pressed part will crack during sintering or that dimensional errors will occur on account of changes during contraction.
Ball screws for demanding applications
These requirements are met with the servo drive. Heavy-duty ball screws from the HTF series of NSK are responsible for the linear movements of the press and for the corresponding build-up of pressure in the mould (figure 2). The abbreviation HTF stands for ‘High Tough’, a name that reflects the key proper-ties of these translational drives, which were developed to offer mechanical engineering, an electromechanical alternative to substitute hydraulic drives.
The ball screws in the HTF series allow very high traverse rates – i.e. short cycle times – combined with high precision. At the same time they can transfer extremely high axial forces. Their patented geometry is designed to distribute these high axial forces equally over all of the balls in operation. In combination with the separator technology (ball separation), this prevents a premature wear of the system and guarantees a very high reliability.
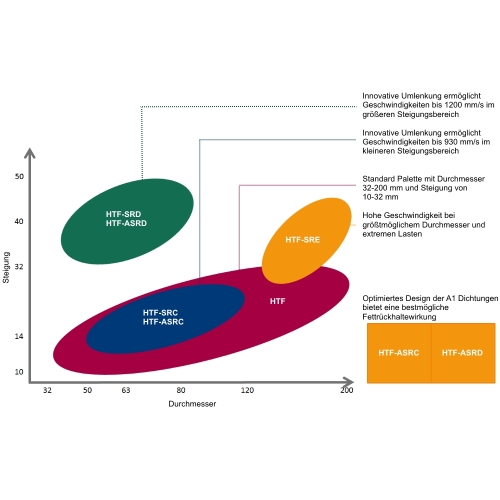
The HTF programme offers various options with respect to deflection, diameter, lead variants and seal concept (figure 3). This is rounded off by the ball screw bearing and the axle guide, which NSK also offers in the heavy-duty ball bearings of the TAC series and the heavy-duty guides of the RA series. This means that NSK is the only company that can provide a complete mechanical power train from one source and perfectly match the various components.
Energy savings of around 80%
The high precision and very good controllability of the pressing process are only two of the numerous ad-vantages offered by the new drive concept. Another important point is the energy saving of around 80%. A powder press with a hydraulic drive and pressing force of 160 kN has an energy consumption of up to 15 kW; a servo-electric system requires only 2.5 to 3.5 kW. Since the customers of Osterwalder AG operate between 10 and 70 powder presses on average, this means some significant energy savings.
In addition, the machines take up less space. The service work can be reduced because there are no control valves and other high-maintenance components. The working temperatures are more constant because no additional heat is produced by the hydraulic system, something that also benefits precision. Working without hydraulic oil is a further positive aspect from the point of view of the customers since the moulding com-pound cannot be soiled by oil. What’s more, the noise level is much lower, which keeps the operating personnel happy. As Michael Sollberger explains: ‘The hydraulic systems are just below the 75 dB limit whereas the servo systems are very quiet, only 58 to 60 dB.’
Simultaneous feed movement from above and below with a pressing force of up to 320 kN
Several ball screws are used in each of the series CA SP Electric and CA HM Electric and they move the upper and lower die together simultaneously during the pressing process (cf. figure 1). Osterwalder AG be-gan with a 160 kN press. More than 100 systems are now in operation, some of which have a pressing force of 320 kN. Will this trend continue? ‘We manufacture presses with a pressing force of up to 10,000 kN. However, we currently see the field of use for servo-electric direct drives limited to the smaller power range,’ says Michael Sollberger. From the point of view of NSK, forces of between 4,000 and 5,000 kN can still be sensibly transmitted with the HTF series.
Great savings in process costs
The two series of presses with servo-electric drives have been very well received on the market. This is true worldwide and not just for manufacturers of carbide pressed parts, but also components made from iron powder, ceramic and magnetic materials.
The greater precision is the most important advantage of this new drive concept for users. The more precise manufacturing of parts that are closer to the final contour helps simplify finishing processes, which are always time-consuming and costly for carbide metal. The resulting savings in process and material costs are therefore usually much greater than the energy cost savings.
NSK’s products hereby make an important contribution to relieving the burden on man and the environment, and not least to cost savings for final customers.
Trend: electromechanic systems replace hydraulic ones
The trend whereby servo drives with ball screws are replacing the formerly used hydraulic drives can also be seen in other fields of application. This is why renowned manufacturers of plastic injection moulding machines and machine tools are using the HTF series from NSK and have also been able to achieve a better controllability of the relevant process, as well as significant savings in energy costs. Furthermore, the ball screws continue to work reliably in process control and dynamics long after hydraulic systems have reached their limits.
Picture credits: figure 1 Osterwalder AG, figures 2 and 3 NSK Deutschland GmbH

Proszę wybrać…
